
Lokale Produkte und lokalisierte Werkschöpfungsketten sind heute erforderlich, um direkt auf die spezifischen Marktgegebenheiten reagieren zu können. Dieser Trend, der zunächst z.B. in der Automobil- und Pharmaindustrie begonnen hat, ist zunehmend auch bei Unternehmen im Maschinen- und Anlagenbau angekommen. Die Kunden verlangen Maschinenkonzepte, die einerseits auf zentral qualifizierte Verfahrenstechnik setzen und andererseits exakt auf den Produktionsstandort und die Fertigungsaufgabe zugeschnitten sind. Hersteller verfahrenstechnischer Komponenten, so auch Unternehmen der Löttechnik, müssen deshalb die Voraussetzung für eine einfache und schnelle Integration ihrer Produkte schaffen.

Verfahrenstechnik Kolbenlöten
Dem Kolbenlöten kommt auch in Zeiten starker Fokussierung auf Wellen- und Reflow-Lötprozesse eine wichtige Bedeutung zu. In hochintegrierten Baugruppen sind komplexe und kompakte Leiterplatten zu finden. Die dadurch schwer zugänglichen Lötverbindungen zwischen Sensoren, Steckern und Sonderbauelementen erfordern die Flexibilität der Kolbenlötung. Der zunehmend hybride Lagenaufbau der Leiterplatten macht individuelle Verbindungen mit angepassten Parametern notwendig, um den Erfordernissen jeder einzelnen Lötstelle gerecht zu werden. Eventuell ist aber auch nur ein einzelnes bedrahtetes Bauelement der Grund für einen gesonderten Kolbenlötprozess.
Wärmeübertrag bei Berührung
Beim Kolbenlöten erfolgt der Wärmeübertrag durch mechanische Berührung. Dafür wird die Lötspitze abgesenkt und waagerecht an den Pin angefahren. Wenn die Lötstelle auf Löttemperatur erwärmt ist, werden mit dem automatischen Lotdrahtvorschub die Hilfsstoffe in Form von Lötdraht mit einer Flussmittelseele zugeführt. Zu gegebener Zeit wird der Lötdraht aus der Lötstelle zurückgezogen, um zu verhindern, dass Flussmittel austritt – die Hauptursache für Lötspritzer. Die Lötspitze verbleibt noch kurze Zeit auf der Lötstelle, damit das Lot richtig verläuft und sich ein Meniskus ausbildet. Der Prozess wird über die Parameter Vorwärmzeit, Lotdrahtzuführzeit und -geschwindigkeit, Löttemperatur und Nachwärmzeit bestimmt.

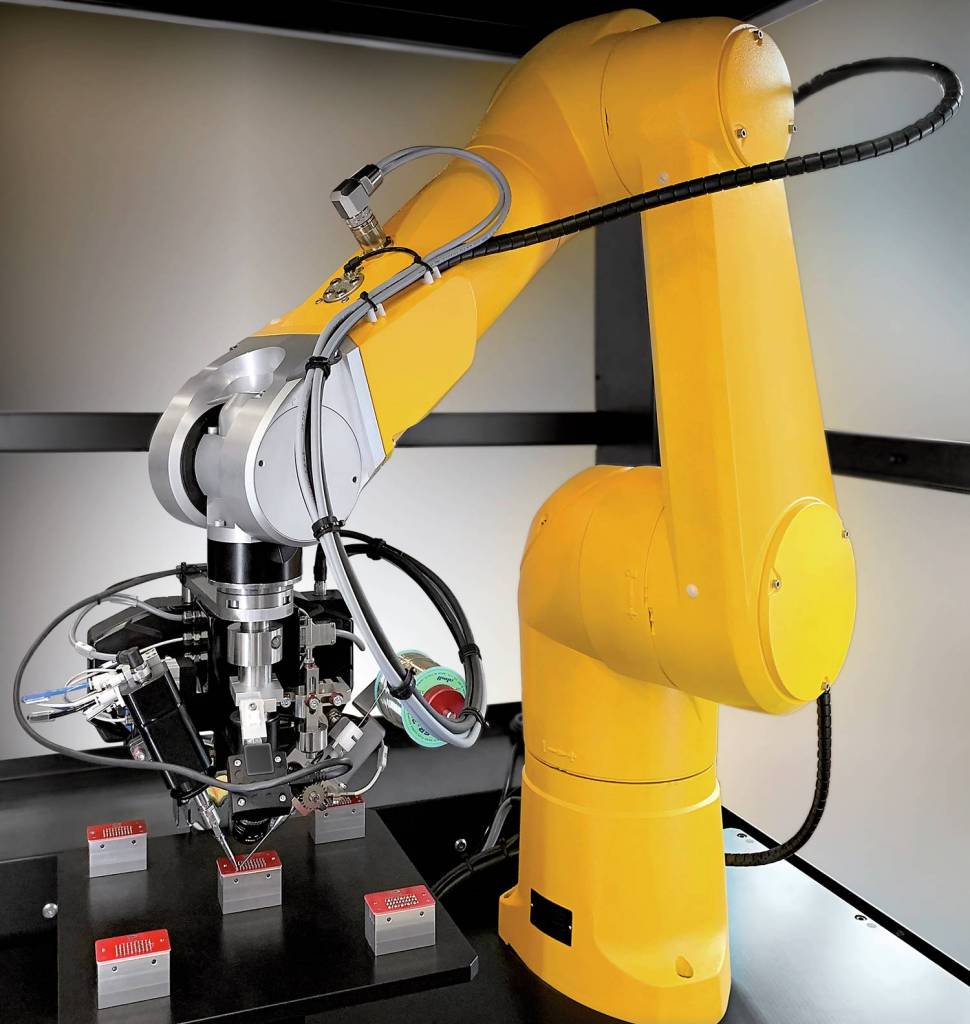
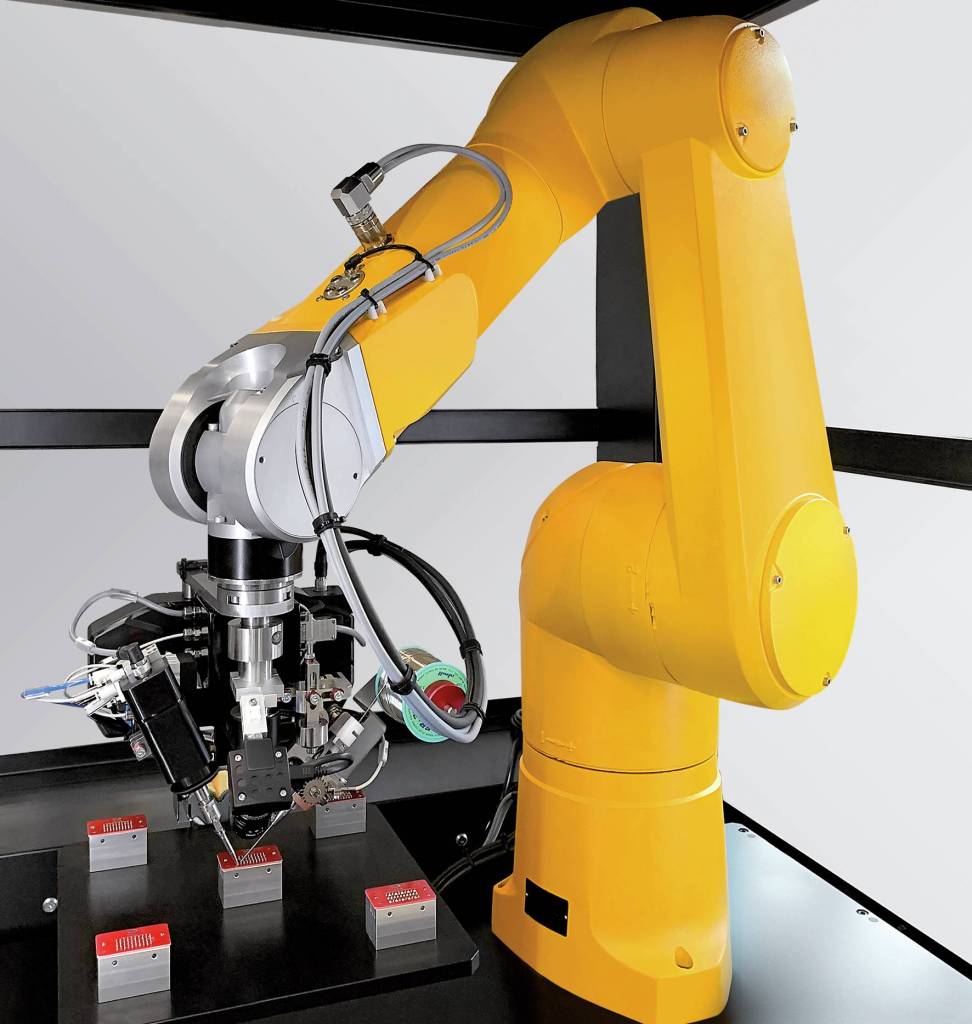
Der Aufbau des Kolbenlötkopfs
Kernelemente des Kolbenlötkopfs sind ein Lötkolben mit Heizelement und Lötspitze, ein Drahtvorschub, ein Absaugstutzen für Dämpfe und eine im Kopf integrierte Steuerung. Der Lötkolben stellt den passenden Wärmeübertrag in die Lötstelle sicher. Das ermöglicht zunächst der Federweg des Heizelements, der selbst größere Lagetoleranzen der Lötstelle ausgleichen kann und so für einen unmittelbaren Kontakt der Lötspitze mit dem Substrat sorgt. Eine direkte Rückkopplung der Temperatur im Lötpad und Kontaktpin ermöglicht ein präziser Temperaturfühler in der Lötspitze. So kann für jede Lötstelle individuell die Temperatur geregelt werden. Auch ein Schutz vor zu hohen Temperaturen, die die Baugruppe beschädigen könnten, ist gewährleistet.