
Schneller fertigen, höhere Qualität erzielen, länger produktiv sein: Das sind die Anforderungen in der heutigen Fertigung. Um diese Ziele zu erreichen, erwarten die Anwender von ihren Maschinen mehr Späne in kürzerer Zeit bei exzellenten Bearbeitungsergebnissen ab dem ersten Bauteil. Messgeräte, Tastsysteme und ein Werkzeugbruchsensor von Heidenhain eröffnen erweiterte Möglichkeiten für mehr Performance, Prozesssicherheit und Kosteneffizienz.
Werkzeugbruchsensor
Zur Prüfung von Werkzeugen ab 0,4mm Durchmesser auf Bruch stellt Heidenhain aus Traunreut den Werkzeugbruchsensor TD 110 vor. Er detektiert Werkzeugbruch ab einer Längenänderung von 2mm berührungslos über einen induktiven Sensor – direkt im Maschinenraum bei rotierender Spindel unter Arbeitsdrehzahl. Infolge der Zeiteinsparung von bis zu 6s beim Werkzeugwechsel ergeben sich erhebliche Zeit- und Kostenvorteile. Der kompakte robuste TD 110 lässt sich im Arbeitsraum nahezu aller Werkzeugmaschinen in unmittelbarer Nähe des Tischs nachrüsten. Über die Tastsystem-Schnittstelle werden die entsprechenden Signale an die Steuerung übertragen. Für mehr Prozesssicherheit kann die Steuerung dann eine Meldung, einen NC-Stopp oder eine anwenderspezifische Reaktion auslösen.
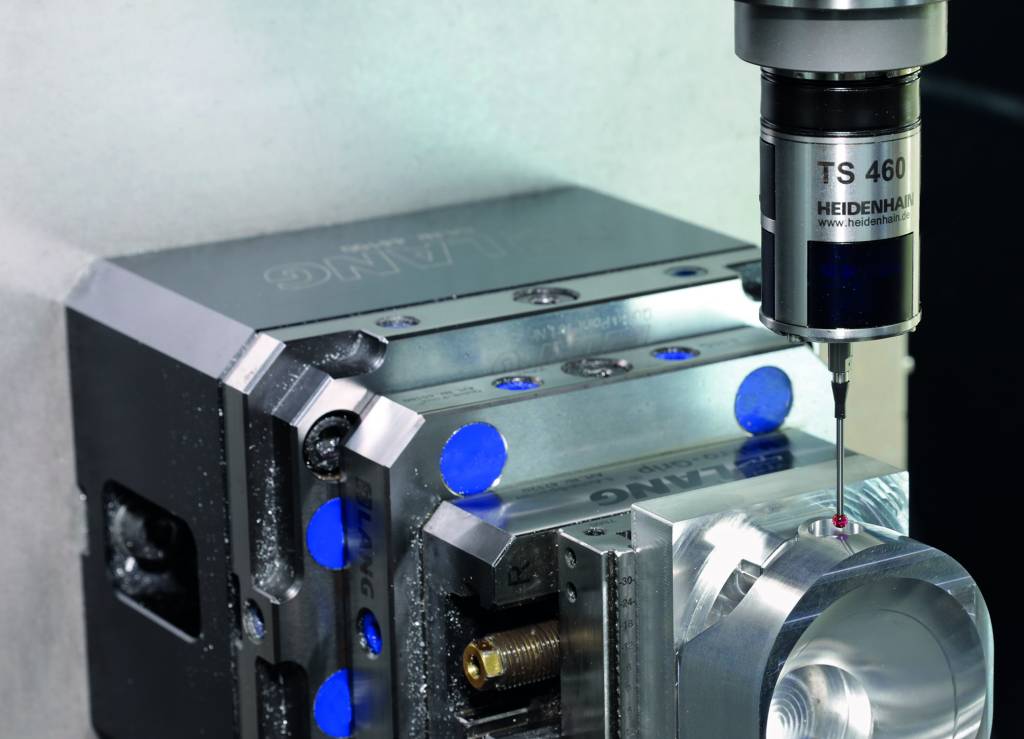
Werkstück-Tastsystem
Werkstücke schneller und im laufenden Prozess einrichten oder vermessen: Dafür bietet das Werkstück-Tastsystem TS 460 der Süddeutschen hohe Messvorschübe bis 3000mm/min. Die daraus resultierende Verkürzung der Antastzeiten um bis zu 30 Prozent gewinnen Anwender als wertvolle Produktivzeit in ihrer Werkstatt. Des Weiteren sorgt das TS 460 mit seinen integrierten Abblasdüsen für eine hohe Messgenauigkeit: Die Antastfläche wird hierfür von Spänen, die das Messergebnis verfälschen könnten, vor dem Tastvorgang gesäubert. Das Tastsystem lässt sich optional mit einem Kollisionsschutz ausstatten. Dieser verhindert nicht nur teure Schäden, sondern entkoppelt auch thermisch das Tastsystem.
Messgeräte
Im Bereich der Maschinenkomponenten verfügen die Bayern über die LC-Längen- und RCN-Winkelmessgeräte mit optimierter Optik für ungetrübte Sicht selbst bei flüssigen Verschmutzungen und Kondensation. In vielen Fällen arbeiten die Geräte zuverlässig ohne Druckluft. Das vereinfacht das Sperrluftsystem, sodass sich die Vorteile einer Positionserfassung im Closed Loop bei deutlich reduzierten Systemkosten nutzen lassen. Außerdem verkleinert der Verzicht auf Sperrluft den CO2-Footprint der Maschine um bis zu 99 Prozent.