

Zu diesem Zweck bietet Micro-Epsilon das schlüsselfertige Messsystem ThicknessGauge, das in C-Rahmenbauform und O-Rahmenbauform erhältlich ist. Das kompakte System ist stabil und liefert mikrometergenaue Werte für eine 100%-Inline-Prüfung der Materialdicke. Ausgestattet ist es mit einer integrierten Lineareinheit mit elektromagnetischem Antrieb, Motorsteuerung und automatischer Kalibriervorrichtung sowie einem Multi-Touch-PC mit vorinstallierter Software. Das Dickenmesssystem arbeitet, je nach Anforderung der Messaufgabe, mit Laser-Sensoren, Laser-Scannern oder konfokal-chromatischen Sensoren, wodurch es auf eine große Bandbreite an unterschiedlichen Oberflächen und Materialien angewendet werden kann. Eingesetzt wird das Komplettsystem daher in vielen Branchen wie der Metallindustrie bei Bändern und Platten, in der Batterieproduktion auf beschichteten wie unbeschichteten Folien und der Werkstofftechnik auf Plastikfolien und -platten, Stoffen, Holz oder Keramik.
Vorteile optischer Sensoren zur Dickenmessung
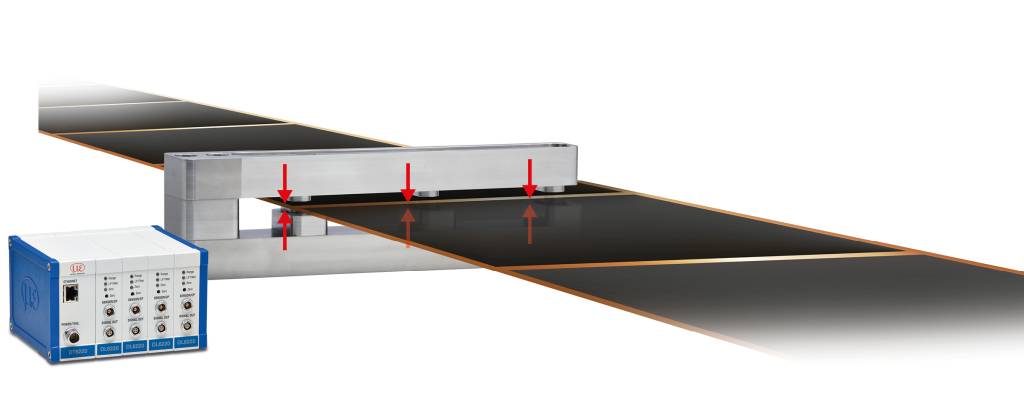
Bei der geometrischen Dickenmessung werden zwei optische Sensoren am C- oder O-Rahmen angebracht. Diese messen jeweils von oben und unten auf das Target. Ein nur wenige Sekunden dauernder Kalibriervorgang ermittelt den Abstand der beiden Sensoren zueinander. Mittels Differenzverfahren kann nun aus dem kalibrierten Arbeitsbereich abzüglich beider Sensorsignale der Dickenwert direkt im Inline-Prozess exakt bestimmt werden. Die optischen Sensoren messen berührungslos und bieten eine hohe Lebensdauer. Verglichen mit taktilen Messgeräten reagieren optische Sensoren direkt und damit deutlich schneller auf wechselnde Dicken. Im Vergleich zu radiometrischen Methoden sind die Messungen um ein Vielfaches präziser, da eine höhere Ortsauflösung erreicht wird und keine materialabhängige Kalibrierung erfolgen muss. Zudem müssen keine Strahlenschutzbeauftragten eingesetzt werden, da die eingesetzten Laserklassen unkritisch sind. Die Messsysteme sind temperaturkompensiert, wodurch sie auch bei schwankenden Umgebungstemperaturen genutzt werden können.

C- und O-Rahmen Bauform
Die Messsysteme sind in C- und O-Rahmenbauform verfügbar. Beim C-Rahmen werden die Sensoren am oberen und unteren Ausleger fest montiert. Der Rahmen wird über die Lineareinheit Einheit bewegt, um die Messposition zu erreichen. C-Rahmen eignen sich vor allem bei Anwendungen an schmalen Bändern, da bei wachsender Materialbreite die Schwingungsanfälligkeit des oberen Gurtes zunimmt. Der Vorteil des C-Rahmens liegt darin, dass er beim Einfädeln oder in Gefahrensituationen komplett aus der Linie entfernt werden kann.
Der O-Rahmen ist rund um das Messobjekt geschlossen, das Objekt muss also durch den Rahmen gelegt werden. Aufgrund seiner Form ist der O-Rahmen stabiler als der C-Rahmen. Deshalb können die Ausleger länger sein und somit breitere Targets gemessen werden. Zudem benötigt der O-Rahmen keinen Platz neben der Produktionslinie und lässt sich damit platzsparender in die Linie integrieren.

Einsatzmöglichkeiten des Systems
Die Messsysteme sind sowohl in der Standardausführung erhältlich wie auch als adaptierte Modelle z.B. für den OEM-Bereich. Anpassungen sind bezüglich der Messbreite, des Messbereichs, des Arbeitsbereichs, des Verfahrweges sowie der Schnittstellen wie Encoder, Digital I/O oder Feldbus möglich. Je nach Nutzung der Lineareinheit können verschiedene Messmodi genutzt werden: die traversierende Messung über die komplette Produktbreite bis zu 400mm, die Festspurmessung in der Bandmitte, der sogenannt Center-Line, bis zu einer Breite von 800mm sowie die Festspurmessung am Rand, die unabhängig von der Bandbreite ist.