
‚Perfection in postpress‘ lautet der Slogan des Mittelständlers Hohner Maschinenbau. Vor über 90 Jahren mit der Produktion chirurgischer Instrumente gestartet, erfolgte vor gut 60 Jahren der Wechsel auf die Entwicklung, Herstellung und den Service von Schmalheftköpfen sowie Heftmaschinen für die Druckweiterverarbeitung. Heute zählt das Technologieunternehmen aus Tuttlingen im Bereich Drahtheften zu den ‚Hidden Champions‘. Im Segment der Heftköpfe ist Hohner anerkannter Weltmarktführer und im Segment Sammelhefter konnten bis heute global mehr als 500 Anlagen installiert werden. Die Entwicklung, Produktion und Montage erfolgen im etwa 100 Mitarbeitende zählenden Stammhaus. Der weltweite Vertrieb und Service in mehr als 100 Ländern wird zum Teil in Eigenregie mit Niederlassungen oder über den Fachhandel organisiert.

Erfolgsfaktoren eines Hidden Champions
Hans-Peter Schöllhorn, CEO/Geschäftsführender Gesellschafter, zu den Erfolgsfaktoren: „Wir sind mit hochentwickelten Qualitätsprodukten breit und damit zukunftsorientiert aufgestellt. Neben dem angestammten Geschäft im Printbereich liefern wir verstärkt in Branchen, die mit Druckerzeugnissen so gar nichts zu tun haben. Als Beispiel wären hier hochwertige OP-Masken, Profi-Arbeitsschutzmasken, Teebeutel, Deko-Artikel, Fotobücher und dergleichen mehr zu nennen, die aus Gründen der Sicherheit und Qualität mit Drahtheftungen versehen werden. Ein weiterer Erfolgsfaktor ist der mit etwa 70 Prozent vergleichsweise hohe Eigenfertigungsgrad, der uns eine hohe Flexibilität bringt und schnelle Reaktionszeiten erlaubt. Vor allem sind unsere hochqualifizierten Mitarbeitenden ein Garant des Erfolgs, wobei wir hier nicht zuletzt auf die eigene Ausbildung setzen und eine Quote von mehr als zehn Prozent vorweisen können.“
Zur Fertigung der Bauteile stehen 14 CNC-gesteuerte Fräsmaschinen und CNC-Bearbeitungszentren (BAZ) für die 3- bis 5-achsige Komplettzerspanung kubischer Bauteile zur Verfügung. Der Fokus liegt auf der Fertigung hochwertiger komplexerer Werkstücke; einfachere Teile werden an Zulieferer vergeben. Pro Jahr sind in der Abteilung Produktionstechnik etwa 7.000 Bauteile in Losgrößen ab 1 und bis 20 sowie für die Heftköpfe in Stückzahlen zwischen 200 und 500 zu fertigen. Die große Teilevielfalt und die Stückzahlen erforderten bis dato einen hohen Rüstaufwand beim Spannen und Umspannen der Werkstücke. Im Zuge der fortschreitenden Automation galt es, spanntechnische Alternativen zu finden.
Flexibel einsetzbare Spanntechnik
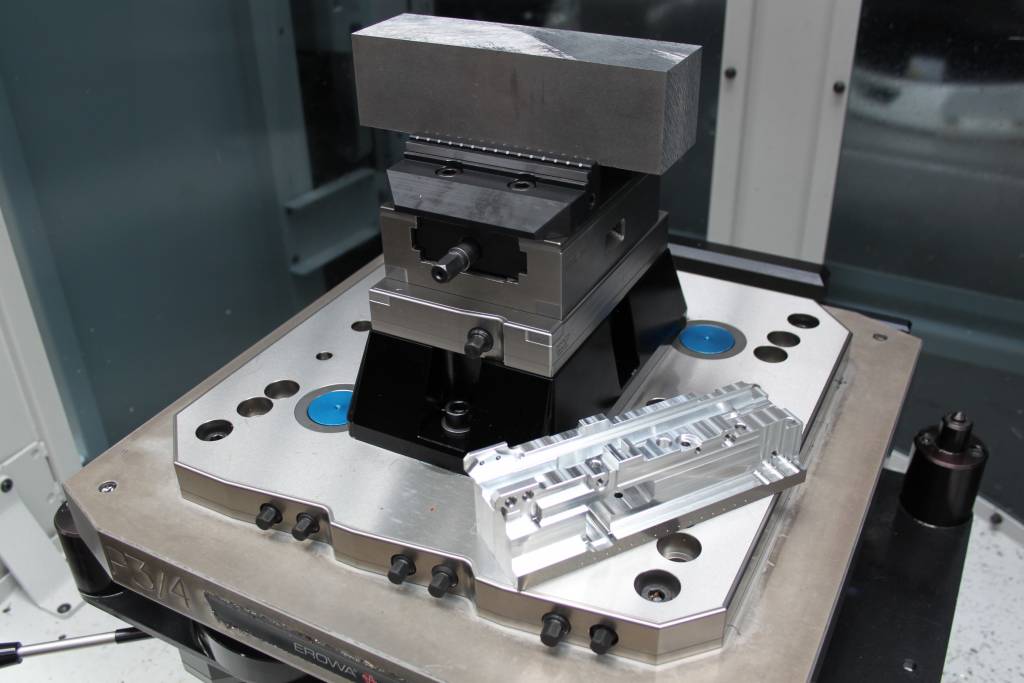
Mit den Investitionen in weitere 5-Achsen-CNC-Hochleistungs-BAZ erfolgte der Einstieg hin zu flexibel nutzbarer Werkstück-Spanntechnik und weg von herkömmlichen oder selbstgebauten Spannmitteln. In der Evaluationsphase konnten die Lösungen auf Basis des Werkstück-Spanntechnikbaukastens des Schweizer Spezialisten Gressel überzeugen – ins Spiel gebracht vom Gressel-Handelspartner Ceratizit Deutschland in Gestalt von Dominik Wochner (Technische Beratung und Verkauf). In Zusammenarbeit mit dem Kunden sowie unterstützt durch Frank Scheurer (Vertriebstechniker DE-Süd bei Gressel) wurde zunächst ein 5-Achsen-CNC-Hochleistungs-BAZ mit dem mechanischen Nullpunkt-Spannsystem gredoc und weitergehend mit Zentrischspannern der Baureihe C2 ausgerüstet.
„Das hat von der Beratung über die Lösungsfindungen bis hin zur Lieferung und der After-Sales-Betreuung so gut gepasst, und auch schnell gute Ergebnisse gebracht, sodass wir weitere Maschinen sukzessive mit Gressel-Spanntechnik ausrüsteten“, berichtet Andreas Hennemann, Lean Manager bei Hohner Maschinenbau. „Heute haben wir auf fast allen teil- und vollautomatisierten Bearbeitungszentren weitgehend sowohl standardisierte Einfachspanner und Zentrischspanner in verschiedensten Größen und mit unterschiedlichsten System- und Aufsatzbacken als auch Mehrfachspannsysteme sowie spezielle Prisma-Balken im Einsatz. Diese wiederum sind auf verschiedene mechanische Nullpunktspannsysteme gredoc installiert, womit wir die Rüstzeiten deutlich reduzieren und die Nutzungsflexibilität erheblich steigern konnten.“
Dass dem nachweislich so ist, verdeutlichen signifikant gesteigerte Laufzeiten der CNC-BAZ von bis zu 21 Stunden im zum Teil bedienten Zweischicht- und im vollautomatischen Wochenendbetrieb. Die Herausforderungen dabei sind u.a., dass die Bearbeitungszeiten oft zwischen 7 und 20min betragen und entsprechend oft umgerüstet werden muss. Zudem können die Werkstücke sehr klein sein oder auch 200kg wiegen. Des Weiteren gilt es unterschiedliche Werkstoffe wie Stähle, Werkzeugstähle, Aluminium, Buntmetalle und Kunststoffe zu zerspanen.
Rationeller und produktiver mit dem Baukasten
„Bis auf wenige Ausnahmen konnten und können wir sämtliche Spannlösungen aus dem modularen und kompatiblen Standardbaukasten realisieren“, finalisiert Scheurer. „Dies auf Basis der Nullpunktspannsysteme gredoc eckig 1-fach, eckig 3-fach, Nullpunkt-Raster-Systemplatte gredoc NRS 6-fach und 10-fach, Konsole gredoc eckig 1-fach und den aufzusetzenden Einfachspannern solinos 65 und 100, den Zentrischspannern C2 80 L-130, C2 80 L-190 und C2 125L-160 sowie dem Mehrfachspannsystem multigrip. Zudem haben wir für den Kunden Hohner einen speziellen Prisma-Balken entwickelt, der ebenfalls mit Nullpunktspannern gredoc eckig 1-fach versehen ist und bei Bedarf bis zu acht Einfach- oder Zentrischspanner aufnehmen kann. In Verbindung mit den schnell wechselbaren System- und Aufsatzbacken ist – je nach Bearbeitung und zu zerspanendem Werkstoff – bei kurzen Rüstzeiten eine maximale Anwendungs- und Nutzungsflexibilität gewährleistet. Damit wurden und werden die Stillstandzeiten spürbar reduziert und aufwändige Sonderspannmittel sind nur noch in Ausnahmefällen erforderlich.“