

Bereits beim Kalibrieren von Roboterachsen kommen Micro-Epsilon Sensoren zum Einsatz. Um eine vollautomatische selbstständige Kalibrierung von Roboterzellen zu erreichen, finden die Laserscanner ScanControl und die Laser-Triangulationssensoren OptoNCDT ihre Verwendung. Diese optischen Sensoren befähigen zum permanenten Überwachen und Wiederherstellen des Produktionsprozesses per Knopfdruck. Die Sensoren werden direkt am Roboter platziert und messen auf eine Platte mit Referenztargets. Dieses System wird zusammen mit einer speziellen Software des Unternehmens Teconsult betrieben. In die Software lassen sich verschiedene Micro-Epsilon Sensoren direkt einbinden. Zudem können mit der Lösung automatisierte Messungen, Prüfungen oder Korrekturen der Roboterkinematik, des Robotergreifers und der Peripherie der Roboterzelle erfolgen.

Automatische Inspektion
Beim Unternehmen Mills CNC handelt es sich um einen Anbieter für Werkzeugmaschinen. Dieser setzt Micro-Epsilon Lasersensoren der Reihe OptoNCDT zur automatischen Vermessung von großen warmgewalzten Eisenbahnlaschen aus Stahl ein. Die Eisenbahnlaschen verbinden zwei Schienen miteinander und müssen dafür möglichst gerade und eben sein. In einer für die Messaufgabe entwickelten Messzelle werden sowohl die Durchbiegung als auch ein möglicher Verzug der Laschen ermittelt. Für diese Messaufgabe ist der Lasersensor mit einem großen Messbereich von 750mm auf einem Roboter montiert. Der Roboter führt den Sensor über die Laschen und ermittelt über die Abstandswerte die Ebenheit. Dank kompakter Sensorbauform und direkter Datenausgabe ohne externen Controller ist eine einfache Einbindung an Roboter möglich.
3D-Scan vor dem Laserauftragsschweißen
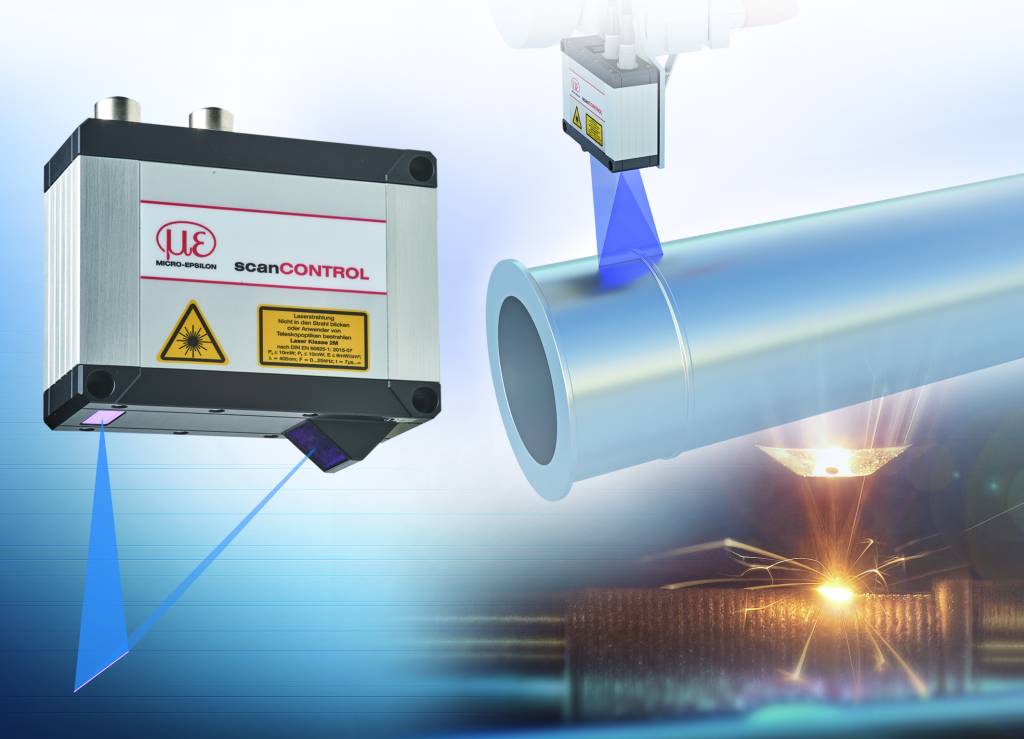
Beim Laserauftragsschweißen wird auf der Bauteiloberfläche ein Schmelzbad erzeugt und durch das Zuführen eines pulverförmigen Zusatzwerkstoffs entsteht eine porenfreie Schicht. Kernaufgabe der Sensoren ist dabei, Freiformen zu erfassen sowie Formabweichungen vor der Laserbearbeitung zu erkennen. Dazu scannt ein Laserscanner der Reihe ScanControl von Micro-Epsilon die Bauteile ab. Sofern es die Bauteilgeometrie erfordert, erfolgt dies aus mehreren Richtungen. Unabhängig von den Reflexionseigenschaften des Materials liefert der Sensor stets zuverlässige Messwerte.
Die Rohdaten werden direkt an eine kundenseitige Software übertragen, zu einem 3DModell zusammengefügt und schließlich für die Bahnplanung des Laser-Schweißkopfes verwendet. Anschließend lässt sich die Düse im richtigen Abstand zur Oberfläche platzieren und über die errechnete Bahn führen. Das Resultat ist eine neue, gleichmäßige und vollflächige Oberfläche. Im Gegensatz zur Kameralösung erlauben es Laser-Profilscanner, ein 3D-Modell zu erstellen – und sie sind oberflächenunabhängig bezüglich des Kontrastes. Auch die höhere Präzision sowie die vielfältigen Integrations- und Verarbeitungsmöglichkeiten der gewonnenen Messdaten bieten bei dieser Anwendung deutliche Vorteile. Im Vergleich zum taktilen Messen ist zudem die erforderliche Taktzeit durch das berührungslose Vermessen erheblich geringer.
Stärken optischer Sensoren
Die Stärken der Laserscanner ScanControl und der Laser-Triangulationssensoren OptoNCDT liegen in ihrer kompakten Bauweise. Insofern lassen sie sich selbst bei wenig Platz ausgezeichnet in die roboterbasierte Applikation integrieren: von den hier näherer beschriebenen Anwendungen bis hin zum Kleben, Montieren sowie zahllosen weiteren Herstellungsprozessen. Dank robuster Verkabelung sind die Sensoren für die extremen Dreh- und Torsionsbewegungen am Roboterarm besonders geeignet. Sie besitzen zudem eine integrierte, hoch empfindliche Empfangsmatrix. Diese ermöglicht es, auf fast allen industriellen Materialien zu messen – und dies weitestgehend unabhängig von der Oberflächenreflexion. Die Echtzeit-Qualitätskontrolle gestattet ein sofortiges Eingreifen in die Produktionssteuerung.