
Doppelschrägverzahnungen kombinieren die Vorteile von Gerad- und Schrägverzahnungen: die Übertragung großer Kräfte, Laufruhe und reduzierte axiale Lagerkraft. Sie kommen überall dort zum Einsatz, wo eine hohe Leistungsdichte der Getriebe gefordert ist.
Aufgrund gestiegener Qualitätsanforderungen hinsichtlich ihrer Effizienz, Laufruhe und Geräuschentwicklung gilt es, heute immer mehr Doppelschrägverzahnungen hartfeinzubearbeiten. Für echte Pfeilverzahnungen ohne Spalt zwischen den Verzahnungen kommt aus fertigungstechnischen Gründen nur das 4- oder 5-achsige Hartfräsen infrage. Bei Doppelschrägverzahnungen hat sich in den meisten Fällen das Profilschleifen etabliert. Nun ist es Liebherr-Verzahntechnik gelungen, das Wälzschleifen als präzise und effiziente Alternative für die Hartfeinbearbeitung weiterzuentwickeln.
Wälzschleifen als Alternative
Nachdem Liebherr bereits die Weichbearbeitung von Doppelschrägverzahnungen durch eine präzise Korrekturmessung beim Wälzstoßen optimierte, hebt das Unternehmen jetzt die Hartfeinbearbeitung auf ein neues Level: Die Bearbeitungsgeschwindigkeit bei diesem Fertigungsschritt kann gegenüber dem Profilschleifen bis zu zehnmal höher sein. Das Ergebnis erfüllt dabei besonders hohe Qualitätsanforderungen. Das Werkstück muss lediglich folgende Voraussetzungen erfüllen: Der Abstand zwischen den beiden Zahnrädern beträgt mindestens 23mm und das Modul darf nicht größer als 5mm sein.
Leistungsfähige Schneidstoffe
Möglich wird dies u.a. durch die Entwicklung robuster Schneidstoffe, die den wirtschaftlichen Einsatz von Schleifschnecken mit einem nur geringen Durchmesser zulassen. Als Schneidstoffe werden Sinterkorund-Schleifmittel in dreieckiger oder stäbchenförmiger Ausprägung oder CBN (kubisches Bornitrid) in galvanischer oder keramischer Bindung verwendet. Je nach Anwendungsfall und Anforderungen kann Liebherr aus einem breiten Spektrum den optimalen Schneidstoff anbieten.
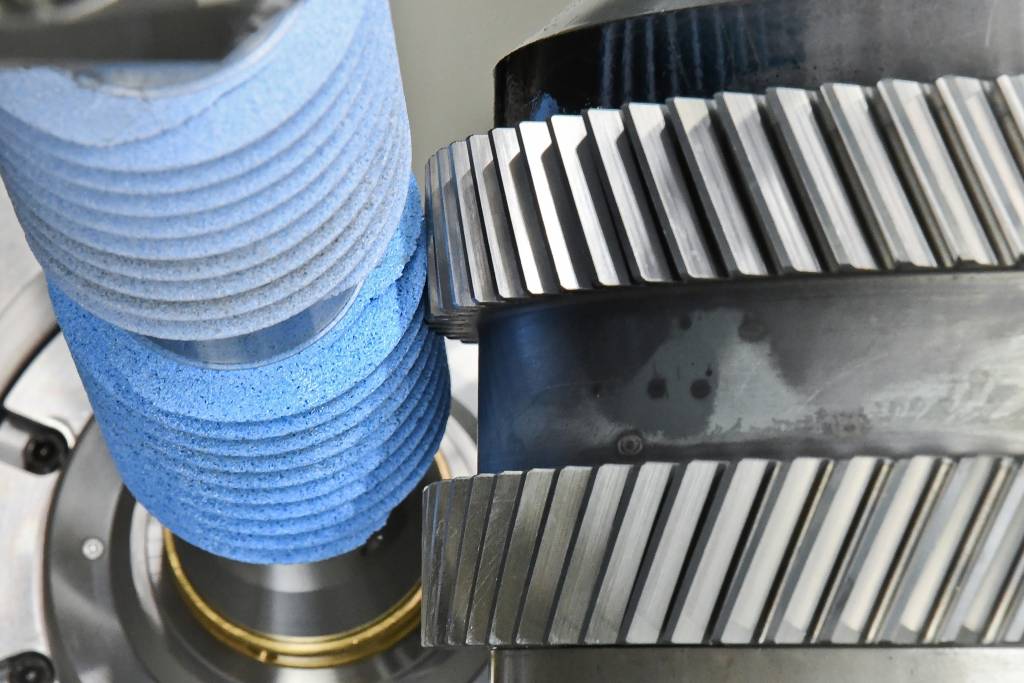
Für einen möglichst geringen Werkzeugüberlauf kommen zwei Schleifschnecken zur Anwendung, deren Steigungsrichtung jeweils der zu schleifenden Verzahnung entspricht: Die linksschräge Verzahnung am Doppelrad wird mit einer linkssteigenden Schleifschnecke, die rechtsschräge Verzahnung mit einer rechtssteigenden Schleifschnecke bearbeitet. Die beiden Schleifschnecken sitzen auf einem langen Dorn und werden von einer Software gesteuert, wobei die Bearbeitung der Zahnräder nacheinander erfolgt. Jede der beiden Schnecken kann das Werkstück sowohl schruppen als auch schlichten.
Hohe Qualität bei der Verzahnungsgeometrie
Beim Wälzschleifvorgang selbst wird zunächst die obere Verzahnung fertig geschliffen. Sie dient als Referenz für die Winkellage der beiden Verzahnungen zueinander. Über einen abgestimmten Einmittvorgang wird dann die untere Verzahnung lageorientiert zur ersten hochpräzise geschliffen. Durch die Bearbeitung in einer Aufspannung lässt sich eine hervorragende Teilung erzielen. Das heißt, der Abstand von beispielsweise einer linken zur nächsten linken Zahnflanke wird nahezu perfekt. Auch die axiale Position der Zahnräder zueinander (Apex-Punkt) ist mit dieser Technologie ganz exakt erreichbar.