

Die Vielfalt der Teile, die bei Kersten Maschinenbau in Niederau bei Meißen gefertigt werden, ist enorm – und zugleich eine große Stärke des Unternehmens. 1965 gegründet hatte sich der Betrieb später als Maschinenbauzulieferer neu ausgerichtet und ist seitdem kontinuierlich gewachsen. 1990 investierte die Firma, mit damals 15 Mitarbeitern, in das erste CNC-Bearbeitungszentrum. Heute beschäftigt Kersten 130 Mitarbeiter und kann dabei auf über 30 moderne Bearbeitungsmaschinen zurückgreifen. Flexibilität und Effizienz sind im Hause Kersten große Themen. Die technische Ausstattung spielt dabei eine wichtige Rolle: So war der Maschinenbauzulieferer 2016 auf der Suche nach einer modernen Spannmöglichkeit, um die unterschiedlichen Bauteile noch flexibler und mit der geforderten Präzision fertigen zu können. Wichtiges Entscheidungskriterium: Das Spannmittel sollte gut zugänglich für Werkzeuge sein sowie flexibel und sicher spannen.
Auf der AMB 2016 in Stuttgart wurde Dipl.-Ing. Mathias Scheel, bei Kersten Maschinenbau für die Arbeitsvorbereitung und die Werkzeugvorbereitung verantwortlich, auf das Inoflex VL-Futter aufmerksam – ein universelles, zentrisch und ausgleichend spannendes 4-Backenfutter. Damit lassen sich z.B. auf kombinierten Dreh- und Fräszentren sowohl runde als auch rechteckige und geometrisch unregelmäßige Teile im Größenbereich von 160 bis 1.200mm im Durchmesser spannen. „Die Tatsache, dass sich alle Spannbacken des 4-Backenfutters durch Betätigung von nur einer Spindel ausgleichend an das Werkstück anlegen und es auf Drehmitte zentrieren, hatte mir sofort gefallen“, erinnert sich Scheel. „Und die Möglichkeit, mit nur einem Spannmittel gleichermaßen runde, kubische und geometrisch unförmige Werkstücke spannen zu können, war für uns natürlich auch hochinteressant.“
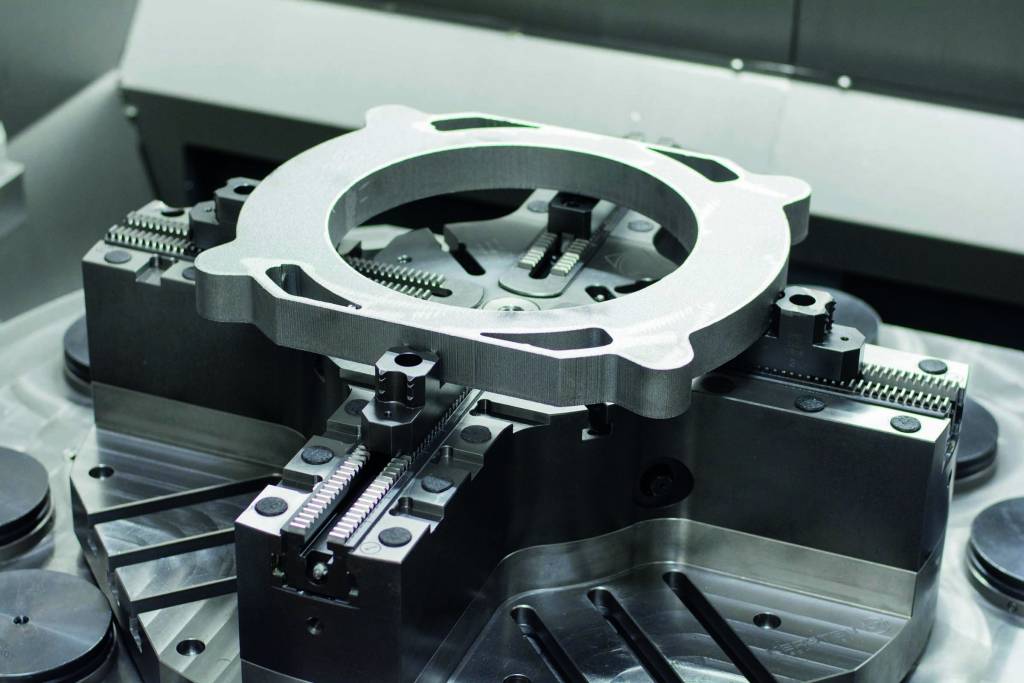
Verbesserung der Rundheit
Nicht mal ein Jahr später hatte Kersten Maschinenbau bereits drei dieser Allrounder von HWR im Einsatz: ein 400er-Handspannfutter, ein 700er-VL-Futter und ein 420er-VL. „Wir sind mit den Inoflex-Futtern sehr zufrieden“, sagen Geschäftsführer Udo Kersten und Mathias Scheel unisono. „Die Qualität der Produkte stimmt, und das Patent des ausgleichenden 4-Backen-Spannfutters funktioniert tadellos.“
Bei jedem heute im Inoflex gespannten Teil wird Rüstzeit eingespart. Daher versuchen die Verantwortlichen die HWR-Spannfutter überall dort einzusetzen, wo herkömmliche Spannmittel an ihre Grenzen stoßen. „Geradezu prädestiniert sind die Inofllex-Futter für dünnwandige Ringe. Hier konnten wir eine Verbesserung der Rundheit erzielen“, stellt Scheel fest und führt gleich noch einen weiteren Vorteil an: Kubische Werkstücke könne man jetzt schnell und einfach im Spannfutter spannen. Das bringe, vor allem mit Blick auf die Alzmetall GS1400 Dreh-/Fräszentren, neben einer Rüstzeitverkürzung und einer größeren Flexibilität auch mehr Sicherheit beim Drehen. Mathias Scheel weiter: „Die Nutzung der Drehfunktion war früher aus Sicherheitsgründen bei einigen Aufspannungen nicht möglich. Durch den Einsatz des Inoflex-Spannmittels gelingt das jetzt problemlos.“
Noch flexibler mit eigenen Sonderkonsolen
Außer auf den beiden Dreh-/Fräszentren Alzmetall GS1400 kommt Inoflex bei Kersten Maschinenbau auch ganz flexibel auf anderen Maschinen zum Einsatz. So wurde das Handspannfutter Inoflex VD400 so adaptiert, dass es in der Dreherei auf fast jeder Maschine nutzbar ist. Die ausgleichenden 4-Backen-Zentrierspanner VL070 und VL042 können durch die Eigenfertigung von Sonderkonsolen sowohl über das auf fast allen Bearbeitungszentren installierte Nullpunktspannsystem als auch direkt über den Maschinentisch gespannt werden. „Dadurch ist das VL070 auf unseren beiden Alzmetall GS1400, der Reiden RX18, der Hermle C50U, der Hermle C42U, der Ibarmia ZVH58 und allen Drei-Achs-Bearbeitungszentren einsetzbar“, berichtet Scheel. „Und das VL042 kann zusätzlich zu den genannten auch auf unseren beiden Hermle C800U eingesetzt werden, wo es die etwas älteren und ausgedienten 3-Backenfutter ersetzt.“
„Dass wir uns die Grundplatten selber bauen konnten, war für uns ganz wichtig“, bekräftigt Udo Kersten. „Umso schöner war es, dass HWR Spanntechnik sich da jedes Mal absolut flexibel gezeigt hat.“ Auch die Präzision und die Geschwindigkeit, mit der die gemeinsamen Projekte abgewickelt werden, schätzen die Maschinenbauer außerordentlich. „Und die Qualität der bereitgestellten 3D-Daten“, ergänzt Mathias Scheel. Die integrierten Schraubstockfunktionen mit einem oder auch gleich zwei Festanschlagbacken erlauben Kunden neben der Nutzung als ausgleichendes 4-Backenfutter auch die Verwendung als Schraubstock, Festanschlagspanner oder als 2-Backenfutter. „Diese Flexibilität und Vielfalt unterschiedlicher Futtervarianten ist derzeit am Markt einmalig!“, ist sich Matthias Meier, Geschäftsführer Vertrieb bei HWR Spanntechnik sicher.
Die Rüstzeitverkürzung lässt sich im Wesentlichen auf zwei Aspekte zurückführen: Zum einen kann auf den Dreh- bzw. Fräsmaschinen oft eine ganze Aufspannung gespart werden, denn Inoflex unterstützt die Komplettbearbeitung von allen Seiten. Zum anderen fällt auch der geringe Reinigungsaufwand des Spannfutters deutlich ins Gewicht – einfach nur die Auflagepunkte reinigen und dann direkt das neue Werkstück einlegen.