

Insbesondere bei teuren Bauteilen gilt es, präzise und schnell zu arbeiten. Vibrationen stellen dabei ein großes Hindernis dar. Sie verursachen eine sichtbar schlechtere Oberflächenqualität und Gratbildung – geforderte Toleranzen werden nicht erreicht. Zudem kommen die Schwingungen auch am Werkzeug und an der Maschine an: Das kann zu Ausbrüchen an der Schneidkante oder sogar einem Bruch der Wendeschneidplatte führen und die Lebensdauer der Maschinenspindel verkürzen.
Je länger eine Bohrstange, desto höher ist die vorne am Werkzeug ankommende Vibration. Beim Ausdrehen von Bohrungen kann üblicherweise bis zu einem Verhältnis von Länge zu Durchmesser von 4×D mit klassischen Stahlbohrstangen zerspant werden. Für mehr Stabilität sorgen Bohrstangen aus Vollhartmetall, aber auch sie stoßen ab 6×D an ihre Grenzen. Zu starke Vibrationen reduzieren die Produktivität und erhöhen letztlich die Stückkosten, denn für eine prozesssichere Bearbeitung müssen dann Schnittgeschwindigkeit und -tiefe sowie Vorschub reduziert werden.
„Eine Möglichkeit, ein Zerspanungssystem stabiler gegen Vibration zu gestalten, besteht darin, das Werkzeug im Durchmesser zu vergrößern: Wird z.B. eine Bohrstange mit 16mm Durchmesser von 1×D auf 2×D verlängert, wird die Auslenkung 8-mal so groß. Verändert man bei gleicher Länge den Durchmesser, etwa von 40 auf 20mm, wird der Auslenkungsfaktor am Schneidkopf 16-mal größer. Der Effekt ist doppelt so groß gegenüber einer Verdopplung der Länge“, erläutert Gerd Kussmaul, Global Produktmanager Turning bei Walter. „Nach dieser Rechnung müsste man einfach den Durchmesser der Bohrstange vergrößern – in der Praxis ist das aber meist nicht möglich, weil der Werkstück-Innendurchmesser den begrenzenden Faktor darstellt.“
Schwingungsdämpfende Aufnahmen
„Unsere neue Technologie zur Schwingungsdämpfung heißt ‚Accure·tec‘ (engl. accurate = genau) – und genau das ist bei uns Programm: Präzision, Verlässlichkeit, Wiederholgenauigkeit“, so Ralf Bopp, Produktmanager Aufnahmen bei Walter. „Wir bieten unseren Kunden ein besonders großes Angebot an schwingungsgedämpften Aufnahmen, sowohl für Fräs- als auch Drehbearbeitungen. Damit das System vielseitig einsetzbar ist, decken wir zahlreiche Maschinenschnittstellen ab. Unser Antivibrationsprogramm wird in den nächsten Monaten zudem laufend ausgebaut, ab September 2020 kommen weitere Durchmesserbereiche dazu und auch Lösungen für schwingungsgedämpftes Gewindedrehen.“
Nicht nur die Schwingungsdämpfung, auch die Schnittstelle zwischen Bohrstange und Wechselkopf hat Walter innovativ gelöst: Zum Spannen des neuen QuadFit-Wechselkopfes ist nur eine Überwurfmutter erforderlich; es werden keine losen Einbauteile wie Schrauben benötigt. Der Schneidkopf lässt sich einfach in rund 20 Sekunden wechseln – so lassen sich unproduktive Nebenzeiten deutlich verkürzen. Die Wiederholgenauigkeit liegt bei ±2µm, das sorgt für hohe Präzision. Für eine optimale Spanabfuhr sind die Wechselköpfe mit einer Innenkühlung ausgestattet.
Bohrstangen zum Drehen
Beim Drehen eignen sich die neuen Bohrstangen Accure·tec A3000 in einem breiten Anwendungsfenster besonders bei der Bearbeitung von tiefen Bohrungen, etwa beim Innenausdrehen oder Kopierdrehen. Beim Drehen von H7-Passungen oder beim Innenausdrehen von Generatorwellen mit Rz 6,3µm haben sie sich bereits bewährt. Die Aufnahmen von Walter sind für den Einsatz von 6×D bis 10×D entwickelt. Diese Operationen lassen sich ohne schwingungsgedämpfte Aufnahme nicht mehr wirtschaftlich bearbeiten. Wichtige Einsatzgebiete sind beispielsweise Bauteile für Triebwerke oder Landebeine in der Luft- und Raumfahrt oder für Pumpen in der Öl- und Gasindustrie sowie im Allgemeinen Maschinenbau. Mit den Accure·tec Bohrstangen lässt sich durch die Schwingungsdämpfung bis zu 10-mal schneller arbeiten als mit einer Stahlbohrstange.
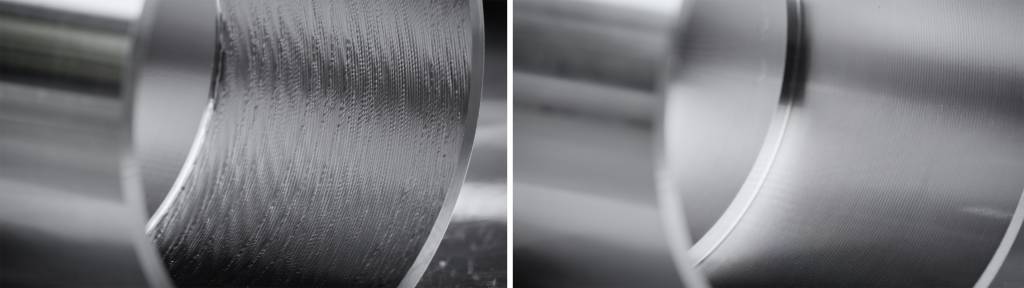
Bei der Innenbearbeitung eines Bauteils für die Öl- und Gasindustrie sorgen die schwingungsgedämpften Aufnahmen (40mm Durchmesser, 8×D) für eine ausgezeichnete Oberfläche sowie eine durchweg hohe Prozesssicherheit (Rz 6,3µm) mit Schnittdaten von Vc: 180m/min; f: 0,3mm; ap: 2,5mm zum Schruppen und Vc: 250m/min; f: 0,12mm; ap: 0,8mm beim Schlichten.
Vibrationsgedämpftes Fräsen
Beim Fräsen mit langen Auskragungen kommen schwingungsgedämpfte Aufnahmen vor allem bei der Bearbeitung von komplexen Werkstücken, beispielsweise mit tiefen Taschen, zum Einsatz. Zielbranchen sind der Werkzeug- und Formenbau, die Luft- und Raumfahrtindustrie, der Allgemeine Maschinenbau sowie die Automobil- und Energieindustrie. Mit den Fräser-Aufnahmen Accure·tec AC001 lässt sich ein stabiler Prozess bis zu 5×D mit geringer Geräuschentwicklung erzielen. In Labortests bei der Bearbeitung einer Kurbelwelle bewies sich die hohe Produktivität der neuen Technologie: Die erzielbare Schnitttiefe (ap) war beim Eckfräsen mit schwingungsgedämpfter Aufnahme Accure·tec AC001 3-mal höher als bei einer konventionellen Aufnahme. Das Zerspanvolumen lag ebenfalls um den Faktor 3 höher.