
Bei Kernbohrungen wird nur der Umfang des gebohrten Lochs zerspant und daher bleibt in der Mitte ein Kern stehen. Sie werden etwa in Häusern für Dunstabzugshauben, Kamine oder Heizungs- und Lüftungsleitungen benötigt. Die Durchmesser bewegen sich zwischen zehn Millimetern und mehr als einem Meter. Sie können horizontal, vertikal oder mit verschiedenen Neigungswinkeln verlaufen. Dabei sind die Mauerdurchführungen unterschiedlichen Belastungen ausgeliefert: Die durch sie verlaufenden Rohre oder Leitungen können, wenn Flüssigkeiten durch sie strömen, deutlich schwerer werden. Zudem beeinflusst die Temperatur ihre Ausdehnung und Elastizität. Um spätere Schäden am Mauerwerk zu vermeiden, werden die Bohrungen daher abgedichtet – z.B. mit Muffen. Ein Schweizer Hersteller von Spezialarmaturen, der auf solche Muffen spezialisiert ist, beauftragte Soga Gallenbach, eine Maschine zu entwickeln, die Muffen in 25 unterschiedlichen Größen automatisch montieren, verschrauben und beschriften kann.

Wiederholbare Genauigkeit
Bei diesem Projekt setzte Soga auf den Antriebshersteller Stöber. Gemeinsam arbeiteten beide Firmen kritische Punkte ab, besprachen mögliche Komponenten und prüften die konstruktive Einbausituation. „Wegen der Größe des Projekts mussten wir einige Anpassungen vornehmen lassen“, erklärt Fabian Gallenbach, Geschäftsführer des Maschinenbauers. Denn aufgrund von Veränderungen während des Projektverlaufs variierten die Massen der teils oder komplett montierten Baugruppen. Weil sie deutlich schwerer wurden, waren die Motorkennlinien und Adaptionen der Motorcharakteristik wichtig, um die geforderte Taktzeit erzielen zu können.
Bisher mussten Mitarbeiter die Baugruppen von Hand montieren. Die neue Maschine kann nun ohne Zutun eines Werkers 150 Teile am Stück autonom und mit reproduzierbar hoher Genauigkeit fertigen. Ein Mitarbeiter muss lediglich zu Beginn des Prozesses die Komponenten bereitstellen und die komplett montierten Muffen hinterher in den Gitterboxen abtransportieren.

Vom Servomotor zum Zahnstangentrieb
Herzstück der Maschine ist ein Sechsfachgreifer. Damit er die einzelnen Teile exakt aufnehmen kann, muss die Anlage diese präzise positionieren. Gewinderinge und Deckscheiben lagern in Magazinen im vorderen Teil der Anlage. „Für die Hubbewegung der Magazine haben wir unsere Servo-Stirnradgetriebe mit Bremse geliefert“, berichtet Guido Wittenauer von Stöber. Durch die Stirnradverzahnung und die reibungsarme Lagerung ist ihr Wirkungsgrad sehr hoch. Der kompakte Synchron-Servomotor arbeitet wirtschaftlich und leistungsstark. Im zweiten Teil der Anlage befinden sich die Magazine für die Gewinderinge, die 40mm hohen Elastomer-Ringe und die Deckscheiben. Ein Dreiachsportal übernimmt diese Bauteile und richtet sie über einen Sensor auf einem Rundtisch übereinander gestapelt rotatorisch aus. Ein Orbitalantrieb lässt den Sechsfachgreifer alle Bauteile handhaben – unabhängig von der Größe und ohne Umrüsten. „Für diesen Antrieb lieferten wir ebenfalls einen Synchron-Servomotor“, so Wittenauer.
Im dritten Teil der Anlage befindet sich ein weiteres Dreiachsportal. Es greift sich eine – je nach Größe der zu montierenden Muffe – M6-, M8- oder M10-Schraube mit der dazugehörigen U-Scheibe und fördert sie zu einer Station, die beide Komponenten mit Kupfer bepastet. Für alle Achsen der beiden Portale lieferte Stöber Zahnstangentriebe. Bei der schrägverzahnten Baureihe ZV befindet sich die Ritzelposition entweder am Wellenende oder an der Wellenschulter. Der Zahnstangentrieb mit spielfreier, formschlüssiger Welle/Nabe-Verbindung ist er an einem Getriebemotor montiert. Ein von Soga entwickeltes Schraubportal nimmt die bepastete Schraube und dreht sie in die aus Gewinde- und Deckscheibe sowie dem Elastomer-Ring bestehende Baugruppe. Dabei muss sie aufgrund des Kunststoffs schwankende Kräfte überwinden können. „Für diese Aufgabe kommt unser geberloser Lean-Motor zum Einsatz“, sagt Wittenauer. Denn für diese Anwendung sind hochdynamische Motorregelungen erforderlich. Mit dem Lean-Motor lassen sich Drehzahl und Moment stufenlos vom Stillstand bis zur Maximaldrehzahl bei voller Drehmomentkontrolle einstellen. Die kompakte Lösung ist bei gleicher Leistung leichter, kleiner und mit der Klassifizierung IE5 energieeffizienter als ein Asynchronmotor. Gleichzeitig ist sie günstiger und robuster als ein Standard-Servomotor. Das Schraubsystem kann der Schweizer Armaturenhersteller einfach auf die unterschiedlichen Schraubköpfe umrüsten.
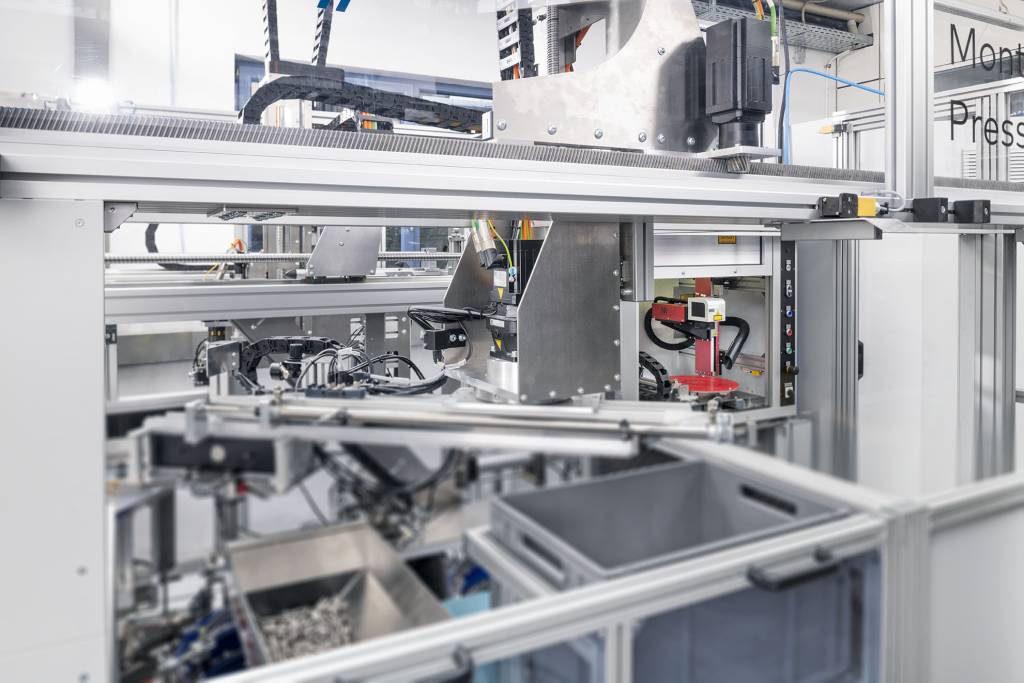
Ein Drehtisch führt nun die komplett montierte Baugruppe zur Entnahmestation. Auch hier verbaute Soga einen Zahnstangenantrieb. Weil die teil- oder komplett montierten Baugruppen sowohl bei der Entnahmestation als auch schon bei den Dreiachsportalen relativ schwer sind, galt es, sie so auszulegen, dass sie auch die hohen Massen dynamisch bewegen können. Die Entnahmeeinheit führt zum Schluss das Bauteil noch einem Beschriftungslaser zu. Anschließend gelangt es zur Abholung in eine Gitterbox.
Maßgeschneidert
Um die unterschiedlichen Antriebe anzusteuern, lieferte Stöber die Baureihe SI6. Der 45mm breite, dynamische Antriebsregler ist in Anreihtechnik konzipiert. Ein Gerät kann bis zu zwei Achsen regeln. Quick-DC-Link-Module verbinden die einzelnen Geräte sehr schnell und einfach miteinander. Damit sind weder dezentrale Einspeiseeinheiten erforderlich noch Absicherungen oder eine Verkabelung für jede Achse. Die Baureihe erreicht kurze Ausregelzeiten bei schnellen Sollwertänderungen und Lastsprüngen. Mit den Antriebsreglern lässt sich die Anlage zudem synchron über Profinet ansteuern. Integriert in den SI6 sind die Sicherheitsfunktionen STO und SS1, die nach EN13849-1 für PLe, Kat.4 zertifiziert sind und sich ohne produktionsunterbrechende Funktionstests nutzen lassen.