
Der rot markierte Bereich in Abb. 8 stellt den Medianwert der angebotenen Spindelleistungen sowie der Spindeldrehzahlen für die CNC-Bearbeitungszentren dar. Die Hälfte der angebotenen Maschinen verfügt dabei über Spindeln um den Bereich der Drehzahl von 24.000 min-1 bei einer Leistung von 17 kW. Die andere Hälfte wird mit höheren Leistungen und Drehzahlen angeboten.
Aus den Angaben der Maschinenhersteller lässt sich die durchschnittlich verfügbare Spindelleistung auf den Maschinen zu 16,6 kW und die maximalen Drehzahlen zu durchschnittlich 29.800 min-1 berechnen. Bei der letzten Marktanalyse aus dem Jahr 2019 betrug die durchschnittliche Spindelleistung 20,3 kW und war damit deutlich höher angesiedelt. Im Gegensatz zur Spindelleistung ist bei den durchschnittlichen Drehzahlen weiterhin ein steigender Trend zu verzeichnen.
Hohe Spindeldrehzahlen werden sowohl für eine höhere Produktivität durch potentiell höher fahrbare Vorschubgeschwindigkeiten bei gleicher Bearbeitungsqualität benötigt und gleichzeitig für die Bearbeitung von neuen, schwer zerspanbaren Werkstoffen und faserbasierten Verbundwerkstoffen gefordert. Die Herausforderungen bei der Bearbeitung mit hohen Spindeldrehzahlen liegen vor allem in der zunehmenden Beanspruchung der Spindellager durch Flieh- und Unwuchtkräfte.
In Abb. 9 ist die Ausstattung der angebotenen Maschinen bezüglich der maximalen Spindeldrehzahl dargestellt. Hierbei ist deutlich zu erkennen, dass Bearbeitungszentren größtenteils mit einer maximalen Drehzahl der Hauptspindel von 24.000 min-1 angeboten werden. Etwas mehr als ein Drittel der angebotenen Maschinen ist jedoch auch mit größeren Spindeldrehzahlen verfügbar. Maschinen mit einer maximalen Spindeldrehzahl von unter 20.000 min-1 werden dagegen selten angeboten.
Zusätzlich zur Drehzahl ist die Spindelleistung maßgeblich für die Leistungsfähigkeit der Hauptspindel. In Abb. 10 sind die angebotenen Maschinen nach der Leistung ihrer Hauptspindeln klassifiziert. Im Diagramm ist zu erkennen, dass Spindeln mit einer Antriebsleistung von ca. 19 kW mit über 45 % den größten Marktanteil ausmachen. Das Angebot an Spindeln mit einer Leistung zwischen 7 kW und 19 kW hat sich im Vergleich zu 2019 deutlich erhöht. Dies deckt sich auch mit dem Trend, dass vermehrt Einstiegsmodelle angeboten werden. Weiterhin sind auch Maschinen mit Hochleistungsspindeln mit Leistungsklassen von über 25 kW verfügbar. Die in der aktuellen Umfrage ermittelte höchste Spindelleistung beträgt dabei 55 kW.
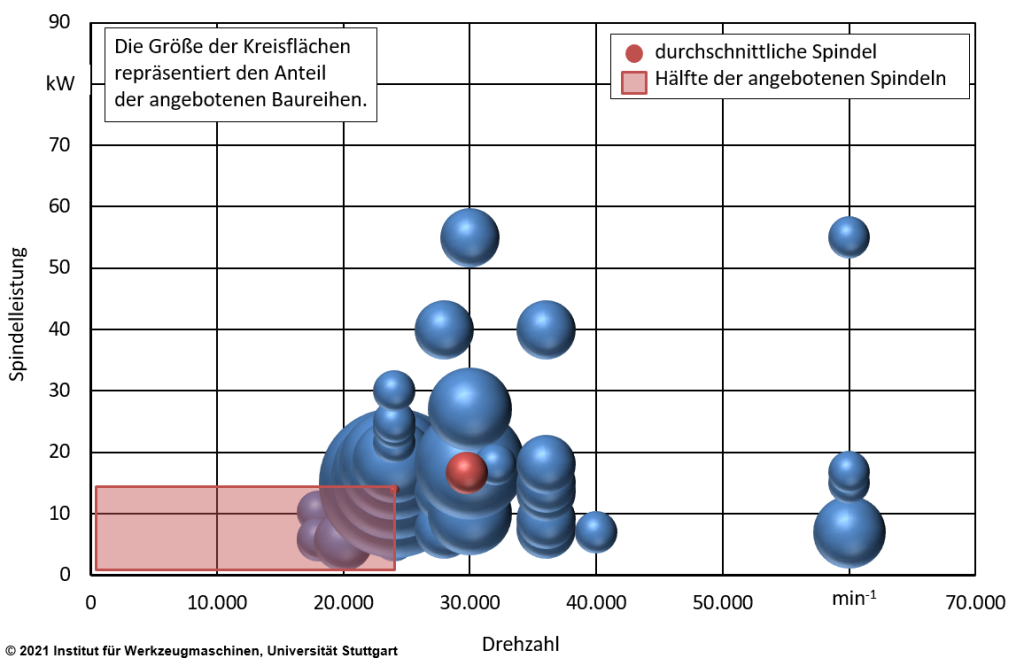
Abb. 8: Einordnung der Maschinen auf dem Markt nach Spindeldrehzahl und Spindelleistung – Bild: Institut für Werkzeugmaschinen, Universität Stuttgart 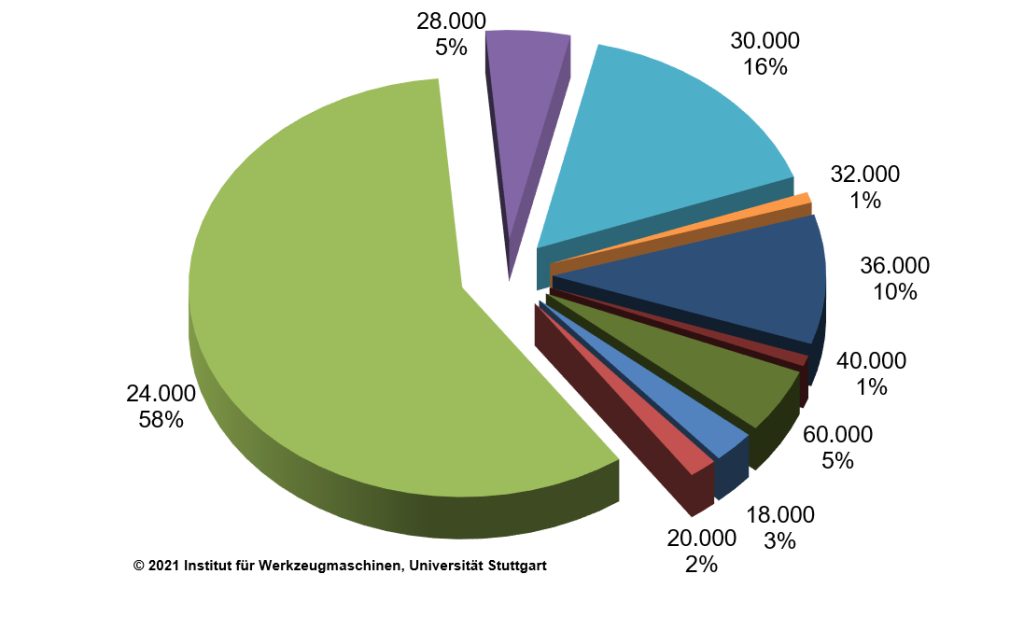
Abb. 9: Angebotene Hauptspindelquote in Abhängigkeit der maximalen Spindeldrehzahl – Bild: Institut für Werkzeugmaschinen, Universität Stuttgart 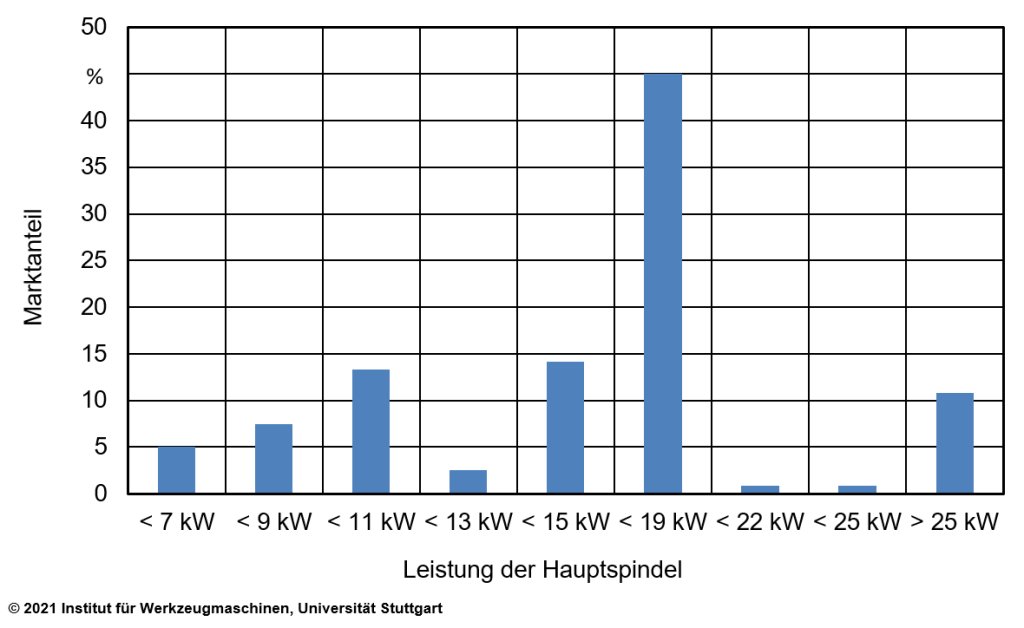
Abb. 10: Marktanteile der verfügbaren Spindelleistungen der Hauptspindel – Bild: Institut für Werkzeugmaschinen, Universität Stuttgart 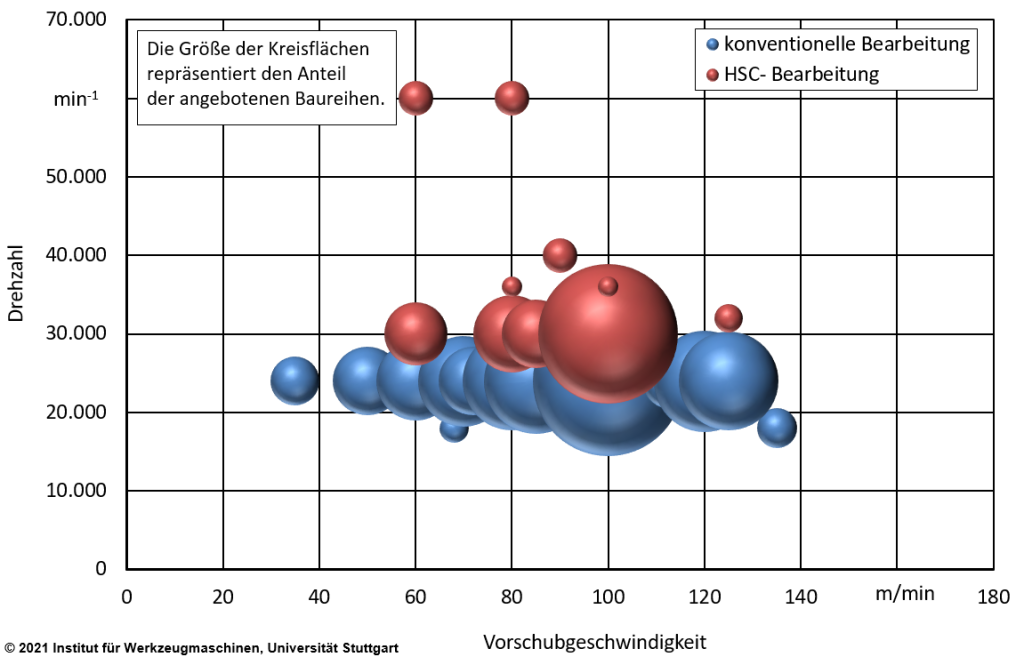
Abb. 11: Einordnung der Maschinen auf dem Markt nach Spindeldrehzahl und Vorschubgeschwindigkeit – Bild: Institut für Werkzeugmaschinen, Universität Stuttgart
Hochgeschwindigkeits- und Hochleistungszerspanung
Die Hochgeschwindigkeitszerspanung (HSC) ist fester Bestandteil der spanenden Holz- und Holzwerkstoffbearbeitung. Bedingt durch die Struktur von Massivholz und Holzwerkstoffen ist eine hohe Schnittgeschwindigkeit bei der Zerspanung notwendig, um einer Vorspaltung des Holzes entgegenzuwirken und ausreichend gute Bearbeitungsqualitäten zu erreichen. Der Begriff Hochleistungsbearbeitung (HPC) stammt aus der Metallbearbeitung und bedeutet eine Bearbeitung mit erhöhtem Zeitspanvolumen durch Erhöhung des Arbeitseingriffs des Werkzeugs oder durch Erhöhung von Schnitt- und Vorschubgeschwindigkeit. Werden bei schnelldrehenden Werkzeugen keine ausreichend hohen Vorschubgeschwindigkeiten erreicht treten suboptimale Zerspanbedingungen an der Werkzeugschneide auf. Diese äußern sich neben einem hohen Wärmeeintrag in die Werkstückoberfläche auch in einer schnellen Abstumpfung der Werkzeugschneiden. Bei der Bearbeitung von Stahl wird ab Schnittgeschwindigkeiten von ca. 1000 m/min von HSC-Bearbeitung gesprochen, während Schnittgeschwindigkeiten von 4000 m/min in der Holzbearbeitung als durchaus normale Prozessparameter angesehen werden können. Die Abgrenzung der HSC-Bearbeitung zur konventionellen Bearbeitung an Bearbeitungszentren wird im Rahmen dieser Studie bei einer Drehzahl von 30.000 min?1 vorgenommen. Abb. 11 zeigt den Zusammenhang zwischen Spindeldrehzahl und maximaler Vorschubgeschwindigkeit der angebotenen Bearbeitungszentren.
Die HSC-Bearbeitung hat als Zielgröße die Steigerung der Ausbringung, also die Steigerung der Leistungsfähigkeit, um einen wirtschaftlichen Betrieb der Maschinen zu gewährleisten und wird häufig beim Nesting eingesetzt. Nachteilig stehen der höheren Produktivität einer HSC-Bearbeitung höhere Investitionskosten sowie höhere Lärmemissionen und gegebenenfalls ein höherer Werkzeugverschleiß gegenüber. Die neueste Marktanalyse zeigt, dass auch 2019 ein Anstieg im Angebot an HSC-fähigen Baureihen stattgefunden hat. Insbesondere in Spindeldrehzahlbereichen von 30.000 min-1 bis 60.000 min-1 ist eine Etablierung der angebotenen Maschinen am Markt zu erkennen.
In Abb. 11 ist die Häufigkeit der angebotenen Bearbeitungszentren in Abhängigkeit von Spindeldrehzahl und Vorschubgeschwindigkeit dargestellt. Im Gegensatz zu den Marktanalysen der vergangenen Jahre scheinen sich nun die Cluster der konventionellen Bearbeitung und HSC-Bearbeitung einander zu nähern und die Grenze immer weiter aufzulösen. Der Großteil der Maschinen für die HSC-Bearbeitung hat sich eindeutig auf dem Niveau für Drehzahlen von 30.000 min-1 eingependelt. Zudem ist eine deutliche Konzentration der Bearbeitungszentren im Drehzahlbereich von 24.000 min-1 und maximalen Vorschubgeschwindigkeiten zwischen 60 m/min und 130 m/min erkennbar.
Fortsetzung folgt in der HOB 9
Lesen Sie mehr in Teil 2!