

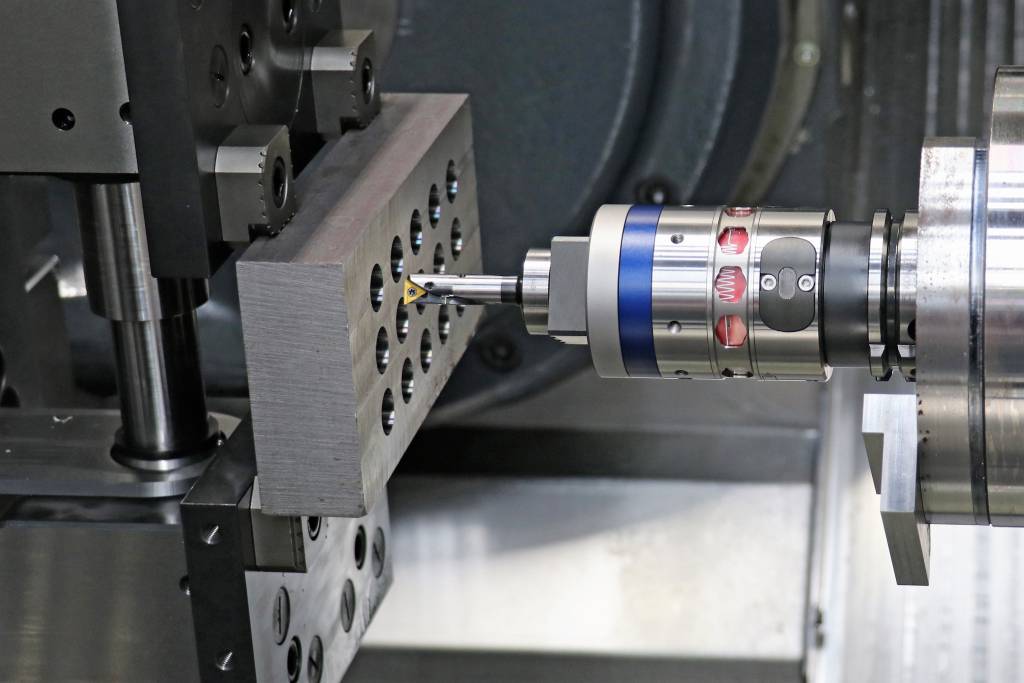
Janssen & Feyen fertigt in geringen Stückzahlen. Die Rüstzeit ist dabei wegen des häufigen Bauteilwechsels ein bedeutender Kostenfaktor. Der Lohnfertiger aus dem niedersächsischen Wiesmoor suchte also nach einem flexibel einsetzbaren Werkzeug
– und wurde bei Iscar fündig.




![Die zweigeteilten Werkzeuge des AWL-Linearschlittens von Arno Werkzeuge mit Träger und Anschlagsteil lassen sich mit wenigen Handgriffen lösen und befestigen =Attributes= cameraAperture (float): 35.9999 cameraFNumber (float): 8 cameraFarClip (float): 1e+030 cameraFarRange (float): 1e+018 cameraFocalLength (float): 35 cameraFov (float): 54.4322 cameraNearClip (float): 0 cameraNearRange (float): 0 cameraProjection (int): 0 cameraTargetDistance (float): 200 cameraTransform (m44f): [{0.759271, 0.384916, 0.524735, 11.0138}, {0, 0.806324, -0.591474, 21.3309}, {-0.650774, 0.449089, 0.612219, 13.1629}, {0, 0, 0, 1}] channels (chlist) compression (compression): Zip dataWindow (box2i): [0, 0, 2199, 2199] displayWindow (box2i): [0, 0, 2199, 2199] lineOrder (lineOrder): Increasing Y name (string): "" pixelAspectRatio (float): 1 screenWindowCenter (v2f): [0, 0] screenWindowWidth (float): 1 type (string): "scanlineimage" vrayInfo/camera (string): "Rendercam1" vrayInfo/computername (string): "apicws](https://perfect-machines.com/wp-content/uploads/2021/03/FB_Arno_Werkzeuge_dima_2_20_Bild_2.jpeg)
